全國咨詢熱線:156-5316-8000
<fieldset id="ym2ok"></fieldset>
<tfoot id="ym2ok"></tfoot>

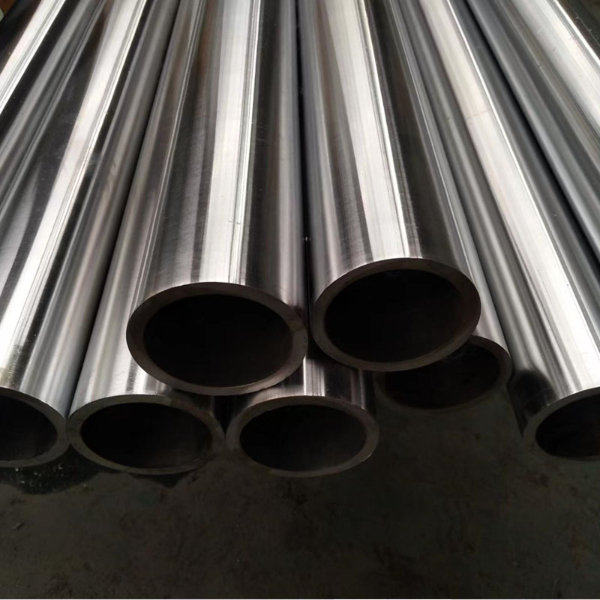


45號鍍鉻光亮管堆焊和深熔弧焊接
堆焊就是在工件的表面用45號鍍鉻光亮管焊接一層或多層,使工件達到一定的要求,通過在工件表面焊接一層具有特定性能的合金,從而使工件耐磨的焊接方法,叫作堆焊。堆焊修復根據需要制造具有特定性能的工作表面,或同時恢復工件的尺寸,這就是堆焊的基本作用。
高效深熔弧焊焊接的一個優(yōu)勢是工件的準備很簡單,在其能熔透的厚度下不需要開坡口(超過其熔透厚度部分才需要開V型坡口),只要將焊接邊緣切割整齊,裝配好,便可實現單面焊雙面成型的效果。切割方法可以是熱切割、剪切割或機械加工,也可同步填充D707碳化鉻耐磨藥芯焊絲蓋面,目的是減少咬邊,用來補償接口間隙、調節(jié)余高。產品的功能提點如下:1、實現焊接過程自動化。
2、操作簡單,操作工人經過2天培訓可獨立操作。
3、焊接速度快,速度是普通TIG/GTAW的5~10以上。
4、使用D707碳化鎢耐磨藥芯焊絲焊接工件不用開坡口,能實現單面焊雙面成型,焊縫美觀,變形量小,背面不必清根。
5、背面焊縫寬度2~3毫米,正面焊縫寬度通常為板厚度的1.5倍左右。
6、焊縫一次成型,不需要開坡口或添加焊材便可實現凸焊縫,必要時可同步蓋面。
7、焊接容錯率高,在一定厚度下,焊接工件的間隙及錯邊量可達到2毫米。
8、焊接包括碳素合金鋼、不銹鋼、鈦合金、鎳基合金、鈷合金和鋯等材料,能保證超常的焊接速度和質量。
9、是上述材料中厚板焊接的首選,碳素合金鋼的一次焊穿厚度為9毫米、不銹鋼及鎳基合金等為13毫米、鈦合金、鈷合金和鋯等為15毫米,超過焊接厚度部分需開“V”坡口。
10、焊接過程采用氬氣保護。
11、焊接效率高,能耗低。
12、設備維護成本低。
45號鍍鉻光亮管
